
Lager montieren
Die Montage eines Kugellager wirkt auf den ersten Blick unkompliziert: Welle, Gehäuse, Lager – und fertig. In der Praxis entstehen genau hier jedoch häufig Fehler. Laut SKF sind 16 % aller Lagerausfälle auf eine unsachgemäße Montage zurückzuführen, häufig verursacht durch falsch eingeleitete Montagekräfte oder eine ungeeignete Passung. Die Folgen sind selten sofort sichtbar, dafür aber umso kostspieliger: vorzeitiger Verschleiß, übermäßiges Lagerspiel oder sogar ungeplante Maschinenstillstände.
Eine fachgerechte Montage beginnt mit der richtigen Art der Befestigung – radial und axial – und endet bei der passenden Montagetechnik. In diesem Beitrag haben wir die verschiedenen Befestigungsarten und Montageverfahren übersichtlich zusammengefasst, inklusive praxisnaher Hinweise dazu, wann welche Methode eingesetzt werden sollte.
Befestigungsarten von Lagern
Bei der Befestigung von Lagern wird grundsätzlich zwischen radialer Befestigung (auf der Welle oder im Gehäusesitz) und axialer Sicherung (Lagesicherung in axialer Richtung) unterschieden. Welche Lösung geeignet ist, hängt in der Praxis von Belastung, Drehzahl, Passung und Demontierbarkeit ab.
Radiale Befestigung
Unter radialer Befestigung versteht man die Art, wie ein Lager rund um die Welle fixiert wird – also senkrecht zur Wellenachse. Entscheidend ist dabei die Passung zwischen Innenring und Welle oder zwischen Außenring und Gehäusesitz. Ziel ist es, zu verhindern, dass ein Lagerring unter Last auf seinem Sitz mitdreht oder kriecht.
Presspassung
Die am häufigsten eingesetzte Methode ist eine Lagerpassung. Dabei ist die Welle geringfügig größer oder der Gehäusesitz geringfügig kleiner als das Nennmaß des Lagers ausgeführt, sodass das Lager mit Presssitz montiert wird. Die Grundregel ist einfach: Der Ring, relativ zu dem die Belastung umläuft, erhält eine feste Passung. So wird verhindert, dass der Ring auf der Welle oder im Gehäuse „kriecht“. In schwereren Anwendungen oder bei höheren Drehzahlen ist eine Presspassung nahezu immer erforderlich. Bei geringen Belastungen und niedrigen Drehzahlen kann in bestimmten Fällen auch eine Übergangspassung ausreichen – das ist jedoch immer eine bewusste konstruktive Entscheidung.
Spannhülse
Eine Spannhülse wird bei Lagern mit kegeliger Bohrung eingesetzt. Damit lässt sich ein Lager ohne feste Wellenschulter auf einer zylindrischen Welle montieren. Der Vorteil liegt in der einfachen Montage und Demontage, insbesondere bei größeren Lagern. Die Klemmung wird eingestellt, indem das Lager axial auf die Hülse aufgeschoben wird. Diese Lösung findet sich häufig in wartungsintensiven Anlagen oder bei höheren Leistungen.
Klebstoff
Klebverbindungen, beispielsweise mit Füge- und Sicherungsprodukten wie Loctite, werden vor allem bei leichten bis mittleren Belastungen eingesetzt oder dann, wenn eine Passung bereits leicht verschlissen ist. Sie ersetzen keine notwendige schwere Presspassung, sind aber eine praktische Lösung, um Kriechen zu vermeiden, wenn eine mechanische Nachbearbeitung nicht gewünscht oder nicht möglich ist.
Axiale Befestigung
Eine axiale Befestigung stellt sicher, dass das Lager in Längsrichtung der Welle in seiner Position bleibt und sich infolge axialer Kräfte oder Vibrationen nicht verschiebt. Typische Lösungen sind Wellenschultern, Sicherungsmuttern, Flansche oder Seegerringe, die das Lager gegen einen festen Anschlag positionieren. In der Praxis wird die axiale Sicherung immer mit einer radialen Befestigung kombiniert, sodass das Lager sowohl gegen Mitdrehen als auch gegen axiale Verschiebung gesichert ist.
Sicherungsmutter
Eine Sicherungsmutter wird eingesetzt, wenn das Lager auf einem Gewinde axial fixiert wird. Das ist häufig bei Lageranordnungen der Fall, bei denen eine Einstellung oder Vorspannung erforderlich ist. Ein Vorteil besteht darin, dass die Demontage vergleichsweise einfach bleibt.
Seegerring
Ein Seegerring ist kompakter und kostengünstiger, eignet sich jedoch nur für geringere axiale Belastungen. Bei höheren Kräften oder wenn eine präzise Positionierung erforderlich ist, sind eine Schulter oder eine Sicherungsmutter mechanisch zuverlässiger.
T-Hülsen
Eine T-Hülse wird am Innenring angebracht und kann beidseitig oder nur auf der der Schulter gegenüberliegenden Seite montiert werden. Die Befestigung erfolgt mit Schraube und Mutter. Der Innenring dreht dabei nicht mit, sodass diese Lösung nur in Verbindung mit Presspassungen geeignet ist, beispielsweise bei Radnaben, Laufrollen und rotierenden Gehäusen.
Montageverfahren für Lager
Ein Lager korrekt zu befestigen ist der erste Schritt, eine schadensfreie Montage entscheidet jedoch letztlich über die Lebensdauer. Die wichtigste Regel lautet immer: Montagekräfte dürfen ausschließlich auf den Ring eingeleitet werden, der den Presssitz hat. Sobald Kräfte über Kugeln oder Rollen übertragen werden, entstehen unmittelbare innere Schäden, die oft erst später in Form von Vibrationen oder vorzeitigem Ausfall sichtbar werden.
Mechanische Montage
Die mechanische Montage (Kaltmontage) wird bei kleineren Lagern bis etwa 80 mm Bohrungsdurchmesser angewendet. Die Montagekraft wird dabei mechanisch mit einer Montagehülse oder einer Presse aufgebracht.
Praktische Hinweise: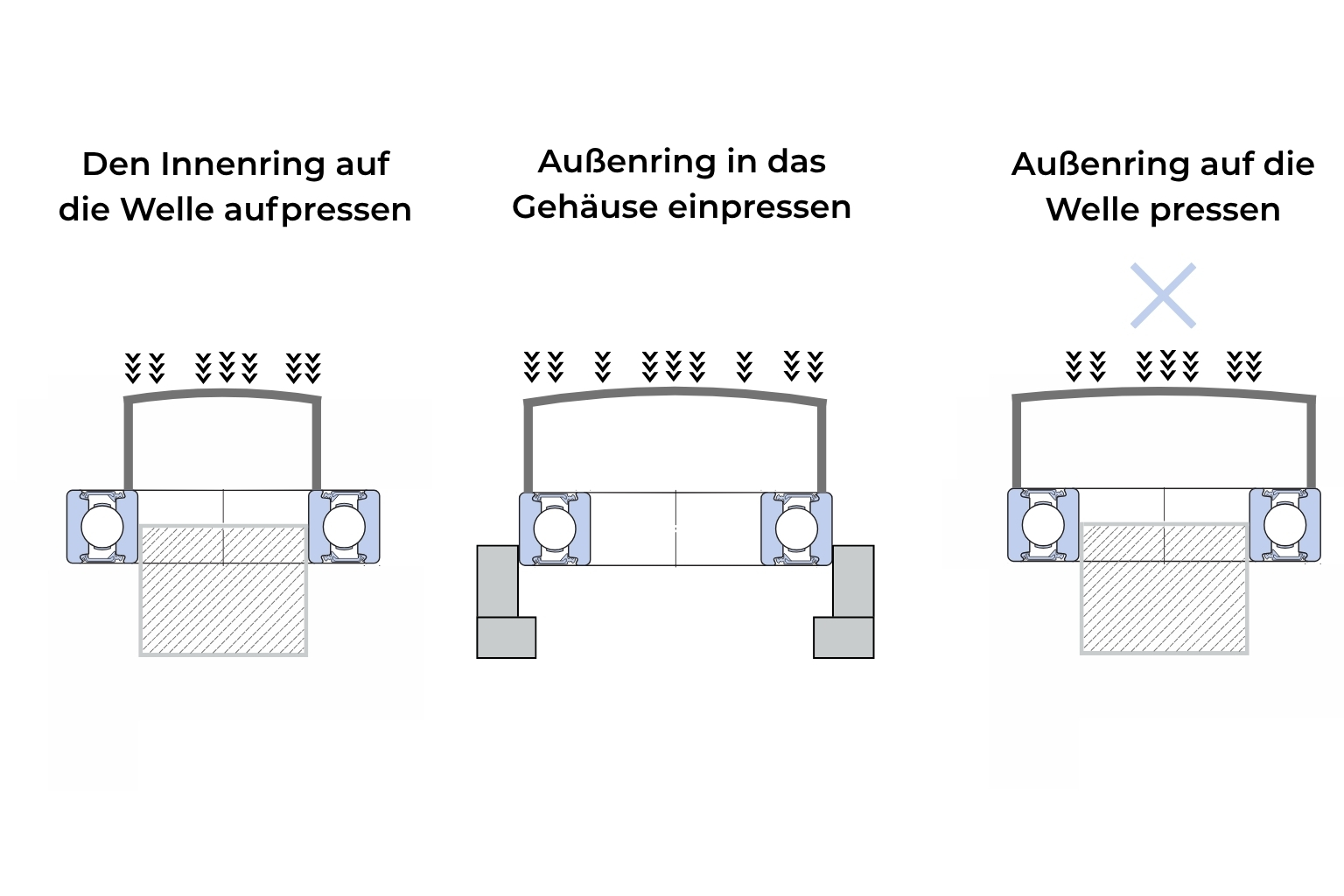
- Stellen Sie sicher, dass Welle und Lagersitz sauber, gratfrei und maßhaltig sind.
- Tragen Sie einen dünnen Ölfilm auf die Passung auf, um Fressschäden während der Montage zu vermeiden.
- Bei einer Presspassung darf die Kraft ausschließlich auf den Ring mit der festen Passung eingeleitet werden (Welle = Innenring, Gehäuse = Außenring).
- Verwenden Sie niemals direkte Hammerschläge auf das Lager oder auf die Dichtungen.
Mit einer Montagehülse wird das Lager mit leichten, gleichmäßigen Schlägen montiert. Die Hülse muss vollflächig und plan auf dem richtigen Ring anliegen. Mit einer Presse wird das Lager kontrolliert und exakt ausgerichtet in seine Position gedrückt. Bauen Sie die Kraft gleichmäßig auf und kontrollieren Sie, dass das Lager nicht verkantet. Bei korrekter Montage ist deutlich spürbar, wenn das Lager am Anschlag anliegt.
Tipp: Durch das Kühlen des Lagers im Gefrierschrank schrumpft der Außenring geringfügig, sodass er mit weniger Kraft in den Gehäusesitz eingesetzt werden kann. Sobald das Lager wieder Umgebungstemperatur erreicht, dehnt es sich aus und es entsteht ein fester Sitz.
Thermische Montage
Die thermische Montage wird bei größeren Lagern ab etwa 80 mm Bohrung oder bei strafferen Presspassungen eingesetzt. Durch kontrolliertes Erwärmen des Lagers – in der Regel auf 80 bis 110 °C – dehnt sich der Innenring aus, sodass das Lager ohne Kraftaufwand auf die Welle geschoben werden kann. Das vermeidet Beschädigungen und sorgt für eine gleichmäßige Passung. In professionellen Umgebungen geschieht dies häufig mit Induktionserwärmung, beispielsweise mit Geräten von SKF. Eine Überhitzung ist in jedem Fall zu vermeiden, um Werkstoffeigenschaften und Schmierung nicht zu beeinträchtigen.
Hydraulische Montage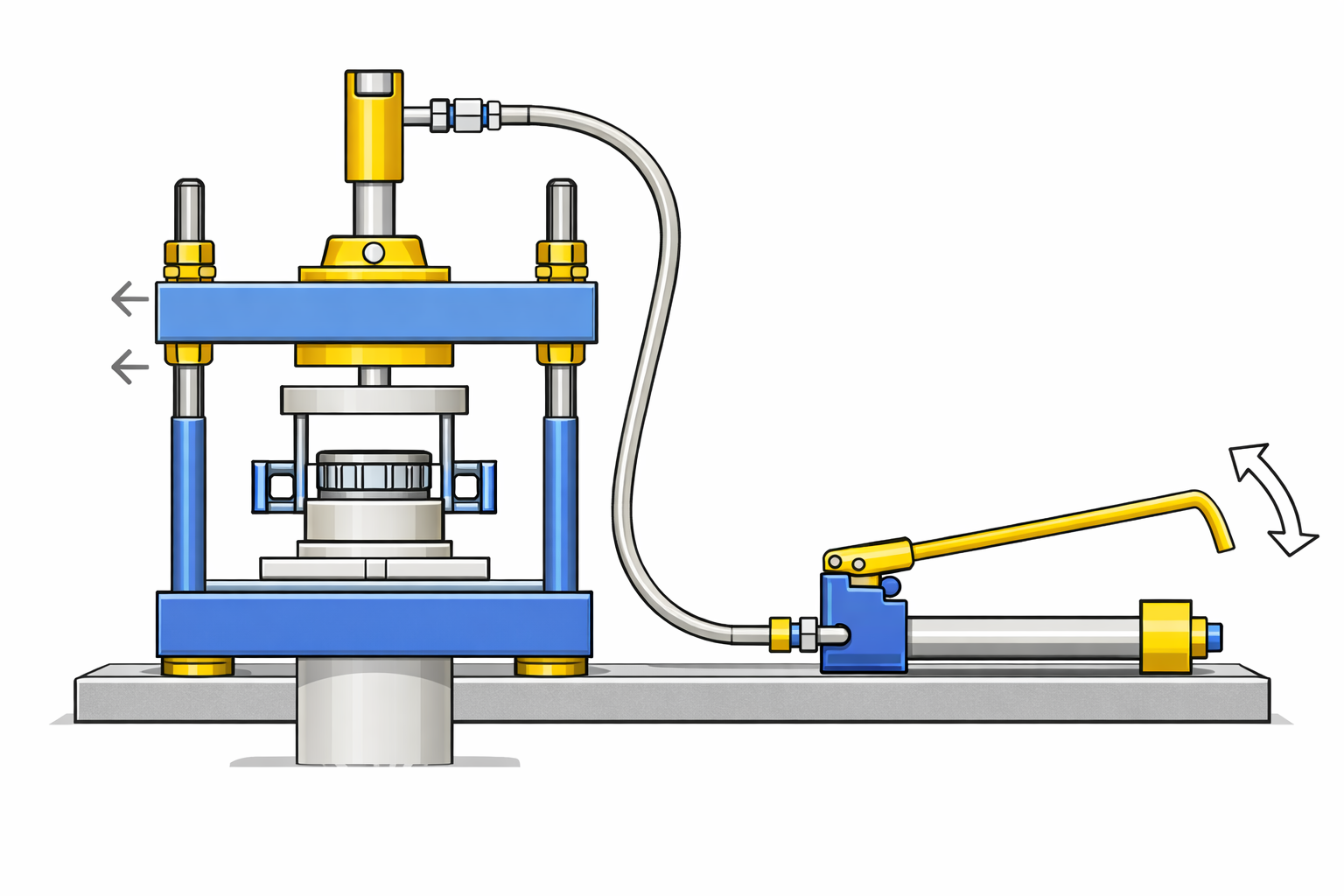
Die hydraulische Montage wird bei größeren Lagern (ab etwa 150 mm Bohrung) und bei kegligen Passungen eingesetzt. Mit einer Hydraulikmutter oder mittels Ölinjektion wird die Reibung vorübergehend reduziert, sodass das Lager kontrolliert und ohne Stoßbelastung in seine Position gleitet.
Bei Lagern mit kegeliger Bohrung und Spannhülse entsteht die Passung durch axiales Aufschieben des Lagers. Diese axiale Verschiebung bestimmt unmittelbar die Reduzierung des internen radialen Lagerspiels. Deshalb müssen während der Montage stets das verbleibende Spiel oder das vorgeschriebene Aufschubmaß kontrolliert werden.
Wird das Lager zu weit aufgeschoben, führt das zu überhöhter Vorspannung, zusätzlicher Wärmeentwicklung und beschleunigtem Verschleiß. Wird es nicht weit genug aufgeschoben, kann die Passung unzureichend sein und Kriechen auftreten. Eine präzise Kontrolle während der Montage ist daher entscheidend für einen zuverlässigen Betrieb.
Lager demontieren
Die Demontage eines Lagers wirkt oft einfacher als die Montage, unsachgemäße Demontage ist jedoch eine häufige Ursache für Schäden an Welle und Gehäuse. In vielen Fällen wird nicht nur das Lager ersetzt, sondern auch die Passung durch falsche Krafteinleitung oder ungeeignetes Werkzeug beschädigt. Eine fachgerechte Demontage vermeidet Folgeschäden und verkürzt Stillstandszeiten.
Mechanische Demontage
Die mechanische Demontage ist die am häufigsten eingesetzte Methode bei kleinen bis mittelgroßen Lagern.
Abzieher
 Ein zwei- oder dreiarmiger Abzieher wird eingesetzt, wenn das Lager frei zugänglich ist. Die Greifarme müssen korrekt hinter dem richtigen Ring angesetzt werden. Bei einer Presspassung auf der Welle wird immer am Innenring abgezogen. Gleichmäßiger Kraftaufbau verhindert ein Verkanten und schützt die Welle vor Beschädigungen.
Ein zwei- oder dreiarmiger Abzieher wird eingesetzt, wenn das Lager frei zugänglich ist. Die Greifarme müssen korrekt hinter dem richtigen Ring angesetzt werden. Bei einer Presspassung auf der Welle wird immer am Innenring abgezogen. Gleichmäßiger Kraftaufbau verhindert ein Verkanten und schützt die Welle vor Beschädigungen.
Presse oder Austreibhülse
Wenn das Lager im Gehäuse sitzt, kann es mit einer Presse oder einem Austreibwerkzeug entfernt werden. Die Kraft darf dabei ausschließlich auf den Außenring eingeleitet werden. Achten Sie auf eine stabile Abstützung des Gehäuses, um Spannungen und Rissbildung zu vermeiden.
Die mechanische Demontage ist geeignet, solange die erforderliche Kraft beherrschbar bleibt und kein Risiko für Passung oder Konstruktion entsteht.
Demontage mit Wärme
Der Innenring eines Zylinderrollenlagers hat in der Regel einen straffen Presssitz auf der Welle. Eine mechanische Demontage erfordert dadurch hohe Kräfte und erhöht das Risiko von Schäden an Welle oder Ring.
Gezieltes Erwärmen des Innenrings ist in diesem Fall die bevorzugte Methode. Durch kontrollierte Erwärmung dehnt sich der Ring aus, die Klemmung nimmt vorübergehend ab und die Demontage kann ohne übermäßige Krafteinwirkung erfolgen.
Verwenden Sie geeignete Erwärmungsgeräte, die den Innenring gleichmäßig auf Temperatur bringen. Erwärmen Sie ausschließlich den Ring mit der Presspassung und vermeiden Sie Überhitzung, damit Maßhaltigkeit und Werkstoffeigenschaften nicht beeinträchtigt werden.
Hydraulische Demontage
Hydraulische Verfahren werden bei großen Lagern und bei kegligen Passungen eingesetzt, wenn hohe Demontagekräfte erforderlich sind. Mechanische Methoden reichen hier oft nicht aus oder führen zu unkontrollierten Belastungen.
Mit Hydraulikpumpen, Hydraulikmuttern oder hydraulischen Abziehern kann eine hohe, kontrollierte und gleichmäßig aufgebaute Kraft aufgebracht werden. Das vermeidet Stoßbelastungen und reduziert das Risiko von Beschädigungen an Welle oder Gehäuse.
Bei kegligen Sitzen wird häufig Ölinjektion eingesetzt. Durch das Einbringen eines dünnen Ölfilms unter Druck zwischen Welle und Lager wird die Reibung stark reduziert. Das Lager kann dadurch kontrolliert und mit deutlich geringerem Kraftaufwand gelöst werden.
Die hydraulische Demontage ist bei großen Durchmessern und schweren Presspassungen die bevorzugte Lösung, weil die Kraft präzise regelbar ist und das Risiko von Schäden an Passung oder Konstruktion deutlich geringer ist als beim mechanischen Ausschlagen.